注塑成型缺陷:脱模变形(顶出变形)
问题现象
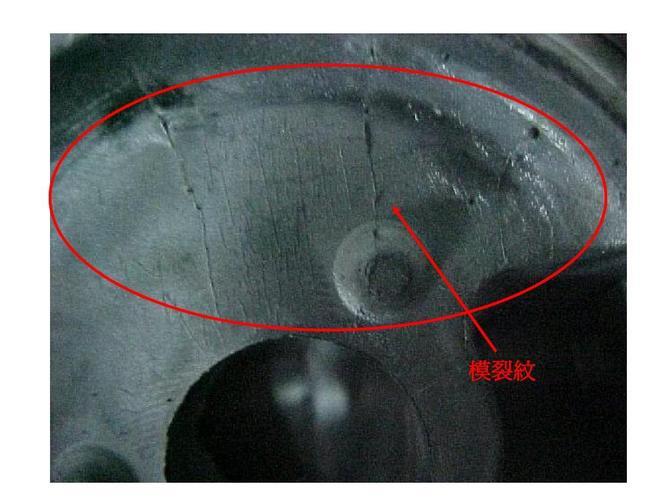
塑件顶出脱模后发生弯曲、扭曲、凹陷变形,尺寸不符合设计要求,严重时导致塑件破裂。
可能原因分析
1. 冷却不足
- 冷却时间不够:塑件尚未完全冷却固化,刚性不足,顶出时受力变形
- 模温不均匀:厚薄不同部位冷却收缩不一致,内应力导致变形
- 水路设计不合理:局部区域冷却不良
2. 脱模阻力太大
- 脱模斜度不够:塑件抱紧型芯,顶出时受力过大
- 表面粗糙度太高:模具表面不光滑,摩擦阻力大

- 倒扣位置:脱模方向设计不合理,倒扣强行顶出导致变形
3. 顶出系统设计问题
- 顶出位置不当:顶杆顶在薄壁位置,受力不均匀
- 顶杆数量太少:局部受力过大
- 顶出速度太快:冲击力导致塑件变形
4. 材料和工艺问题
- 填料分布不均:收缩率不一致导致翘曲变形
- 保压过度:内应力过大,脱模后释放变形
- 收缩率太大:结晶性材料收缩大,不均匀收缩导致变形
解决方案
工艺调整:
- 延长冷却时间,保证塑件完全冷却固化后再顶出
- 调整模温,壁厚区域加强冷却,降低温差收缩不均
- 降低保压压力,减少内应力积聚
模具改进:
- 增大脱模斜度,至少保证 1°-3°(根据材料调整)
- 抛光模具型腔/型芯,降低表面粗糙度,减小脱模阻力
- 优化顶出系统:
- 顶杆位置布置在脱模阻力大的区域
- 增加顶杆数量,分散受力
- 顶杆避免顶在薄壁部位
- 改进冷却水路,保证冷却均匀
- 对于容易变形的塑件,可以考虑设计脱模后冷却治具,定型冷却
设计优化:
- 尽量保持塑件壁厚均匀,减少收缩不均
- 避免大面积薄壁结构,增加加强筋提高刚性
- 改变浇口位置,减少取向应力
预防措施
- 设计阶段就考虑脱模斜度,不能为了省料取太小斜度
- 冷却水路均匀布置,保证各部位冷却速度一致
- 试模阶段检查脱模顺畅性,发现变形及时调整顶出系统
本文整理自模极社 KeyFix 典型问题解决方案库
本文由模极社发布